-

温州薏境清洗剂有限公司
主营:金属除油脱脂粉,快速除锈剂,锌系磷化液,钢铁高温发黑剂,超声波清洗剂,退塑*,三合一清洗剂,四合一清洗剂,磷化发黑剂

温州薏境清洗剂有限公司
主营:金属除油脱脂粉,快速除锈剂,锌系磷化液,钢铁高温发黑剂,超声波清洗剂,退塑*,三合一清洗剂,四合一清洗剂,磷化发黑剂 10
10

压铸铝酸性清洗剂
应用说明 本品系金属表面酸性除油剂,它是由多种**酸、无机酸、溶剂及多种具有乳化、净洗、增溶、渗透分解等能力的乳化剂科学配制而成,浸渍、喷淋、刷洗均可,有超声波辅助清洗效果更佳。可以清洗钢铁件、铜件、铝件,尤其适合铝锌压铸件清洗,故又称“压铸铝清洗剂”。亦适用于非金属的表面清洗。
主要特点
● 本品使用单一制剂,配制槽液容易,溶解性好、浸透力强,无沉淀,易水洗,操作方便,管理简单;能快速将金属表面的动物油、植物油、矿物油除去,处理后的工件表面可形成连续的水膜。处理锌铝合金以及压铸件时不发黑,能有效的除去工件表面上的油污和氧化皮。
● 本品可以以任意比例配水使用,本品及水溶液皆稳定,使用温度低且可循环反复使用且使用寿命长,综合成本低。
设备材质 JF-185C酸性除油剂槽体材质:应为厚壁塑料板、不锈钢等制造。
推荐通用工艺如下
工件(预处理)→碱性除油除蜡清洗→水洗→JF-185C酸性除油剂脱脂除油→流动水洗→下道工序
注:升温、有超声波辅助清洗效果佳。
主要技术工艺参数
序 号 项 目 指 标
1 性 状 无色透明液体(不燃不爆)、酸性
2 配 比 5-10%配水清洗铝锌铜件、20-**用于钢铁件特别不锈钢表面的清洗
3 处理时间 5 min - 25 min或除油净为止
4 使用方法 常温 - 50℃,浸渍、喷淋、刷洗,有超声波辅助清洗效果更佳
工作液的配制及日常管理维护
● 按建浴浓度配制槽液,充分搅拌就可以使用;脱脂除油时间应视工件具体情况而定。
● 随着处理工件数量的增加和因工件带走等原因,槽液的有效成分和液面会下降,需及时补加JF-185C型酸性清洗剂和水;定期打捞液面油污、杂物及残渣。建议6个月进行翻槽或重新建浴。对于重油污的工件,可通过辅以机械外力刷洗或升高槽液温度(50℃以下)的或使工件与槽液作相对运动办法去除,以加快除油脱脂速度。
● 清洗钢铁件时清洗浓度宜高,清洗不锈钢表面建议用原液使用。
● 采用喷淋方式清洗时,要适当添加JF-825酸性消泡剂。
注意事项:本处理槽液为酸性溶液,废水处理应按当地**要求处理或用熟石灰水溶液中和后方可排放。
安全措施:本剂是酸性物质,有细微的腐蚀性,不可内服,在处理药剂时应戴好面罩和橡胶手套,注意劳动保护。在清洗过程中应避免药剂粘及皮肤、口和眼睛内,否则立即用大量洁净水冲洗,感觉不适时应及时就医医治。
储存方法:密封置干燥阴凉通风处;保质两年。
包装: 25公斤/200公斤/塑料桶
主要技术工艺参数
序 号 项 目 指 标
铝 铁板和电镀锌 热镀锌
1 配 比 2 - 5 % 2 - 5 % 1 - 2 %
2 游离碱度 3 - 7.5 点 3 - 7.5 点 1.5 - 3 点
3 工作温度 50 - 65℃ 60 - 80℃ 45 - 55℃
4 处理时间 3 - 15秒 60 - 180秒 5 - 25秒
5 槽液PH值 12 ± 1 11 ± 1
6 理化性状 浅黄色透明液体,碱性
7 使用方法 喷淋、超声波清洗
8 储存方法 干燥阴凉处,保质期贰年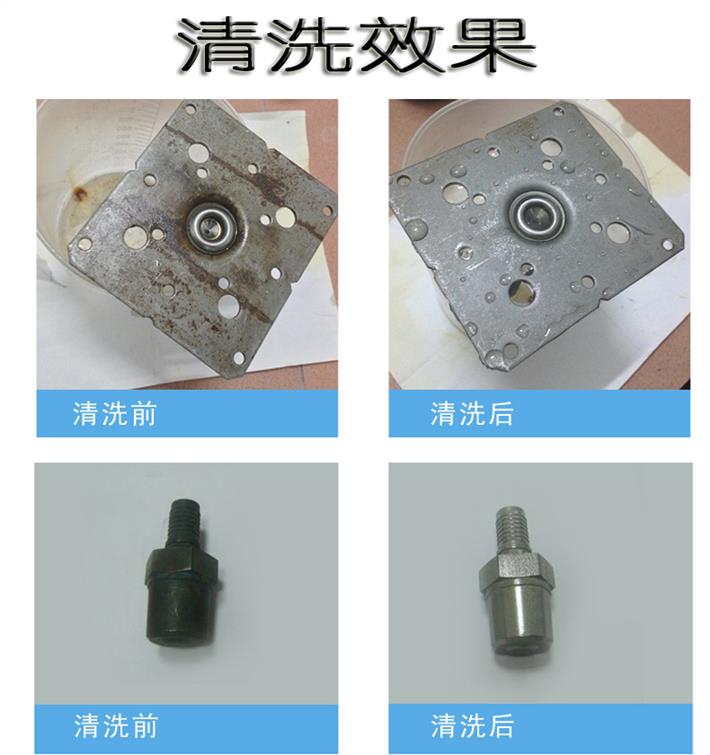
安全措施
带耐碱手套操作,若在清洗过程中应避免药剂粘及皮肤、口和眼睛内,否则立即用大量洁净水冲洗,感觉不适时应及时就医医治。
废水处理
应该了解并遵循有关的处理和排放化学品的规定。对有关的化学品的处理资料,以 "材料安全数据表" 的形式提供。工作槽液是碱性的,并含有磷酸盐。在水洗水或工作槽液排入下水道以前可能要求中和或 废水处理。工作槽液和积累的沉渣可能含有与所提供的化学品不同的成分,在处理以前,可能要求分析槽液和沉渣。
工件(预处理)→流动水洗→合金除油剂脱脂除油→流动水洗→下道工序
注:升温、有超声波辅助清洗效果佳。
使用说明
A、按建浴浓度配制槽液,充分搅拌就可以使用。随着处理工件数量增加,使用时间延长和工件带走槽液等原因,槽液的有效成分和液面会有所下降,需及时补充JF-CL182合金除油剂,定期打捞液面油污、杂物及残渣。建议每6个月换槽液重新建浴。
B、对有重油污的工件可采用稍升高槽液温度、使工件与槽液作相动运动、人工辅助擦洗等办法来提高工件脱脂除油效果、缩短脱脂除油时间。采用超声波机器清洗效果显著。
C、该品可以按2 – 5 %的比例加入到其他除油脱脂产品中使用,能显著增强除油脱脂的处理效果。